Strategia rozwoju energetyki odnawialnej
Istnieją więc zdecydowane różnice w ocenie potencjału technicznego energii odnawialnej w Polsce. Autorzy „Strategii rozwoju energetyki odnawialnej” przychylają się do ekspertyzy Europejskiego Centrum Energetyki Odnawialnej [30], według której potencjał techniczny odnawialnych źródeł energii w Polsce wynosi ponad 2,5 tys. PJ/rok, co zaspokoiłoby prawie 60% krajowego zapotrzebowania na energię pierwotną. Według tych przewidywań energetyka wiatrowa jest trzecim co do wielkości odnawialnym źródłem energii, ale za to z dużą możliwością wzrostu. Porównanie potencjału OŹE w naszym kraju z tymi panującymi w dwóch innych krajach UE ( Dania i Szwecja) zaprezentowano w tabeli 16.
Tabela 16. Potencjał techniczny w dwóch krajach Unii Europejskiej (Danii i Szwecji) oraz w Polsce. [14]
|
Źródło energii |
POLSKA Wg ekspertyzy EC BREC „Ekonomiczne i prawne wykorzystania…” (EC BREC, 2000) |
DANIA Wg danych Dansk Energi Management (1999) |
SZWECJA Wg danych Dansk Energi Management (1999) |
|
[PJ/rok] |
[PJ/rok] |
[PJ/rok] |
|
|
Biomasa |
895 |
216 |
638 |
|
Energia wodna |
43 |
0,3 |
266 |
|
Zasoby geotermalne |
200 |
100 |
0 |
|
Energia wiatrowa |
36 |
97 |
209 |
|
Promieniowanie słoneczne |
1340 |
84 |
194 |
|
Ogółem |
2514 |
498,3 |
1307 |
Potencjał energetyczny OŹE w Polsce jest znaczny (o wiele większy niż w obu pozostałych krajach). Dzieje się to głównie dzięki bogactwu energii promieniowania słonecznego. Sądzę, że pomimo iż w chwili obecnej rola energetyki odnawialnej, w tym wiatrowej, w bilansie energetycznym Polski jest bardzo mała, można w przyszłości spodziewać się w Polsce podobnej sytuacji jaka miała miejsce w Niemczech, gdzie nastąpił gwałtowny rozwój tego sektora energetyki. Wymaga to niestety wsparcia ze strony politycznych i gospodarczych organizacji rządowych, uchwalenia właściwych ustaw, urealnienia cen energii pochodzącej z konwencjonalnych źródeł energii, połączenia wysiłków osób i organizacji zajmujących się energetyką wiatrową oraz pomoc w uzyskiwaniu i wykorzystywaniu funduszy pomocowych z UE na ten cel. Dodatkową pomocą może być wspieranie w kraju badań nad technikami i technologiami OŹE. Potencjał techniczny energii wiatru w Polsce, jest ponad trzykrotnie mniejszy niż w Szwecji i ponad pięciokrotnie mniejszy niż w Danii. Wynika stąd, że energia pozyskiwana z wiatru nigdy nie osiągnie znacznego udziału w bilansie energetycznym kraju. Może jednak odgrywać znaczną rolę lokalnych bilansach paliwowych.
Warto tu dodać, że lokalne źródła energii, w tym OŹE, łatwiej wygrywają konkurencję ze źródłami systemowymi, gdyż ich właściciele i użytkownicy nie ponoszą kosztów rozbudowy sieci przesyłowych i operatorskich a one same lepiej odpowiadają na zapotrzebowanie lokalnych odbiorców. Stąd wniosek, że obecne przemiany jakie zachodzą w energetyce mogą pobudzić rozwój technologii traktowanych do niedawna jako marginalne i nieistotne. Ten logiczny skądinąd wniosek może nie mieć racji bytu w takim kraju jak Polska jeszcze przez długi czas, ponieważ energetyka odnawialna nie jest w naszym kraju postrzegana jako jeden z podstawowych elementów polityki w zakresie energetyki i ochrony środowiska. Kolejne rozporządzenia sugerują tylko, że OŹE można wykorzystywać lokalnie, ale samą decyzję pozostawia się w gestii gminy.
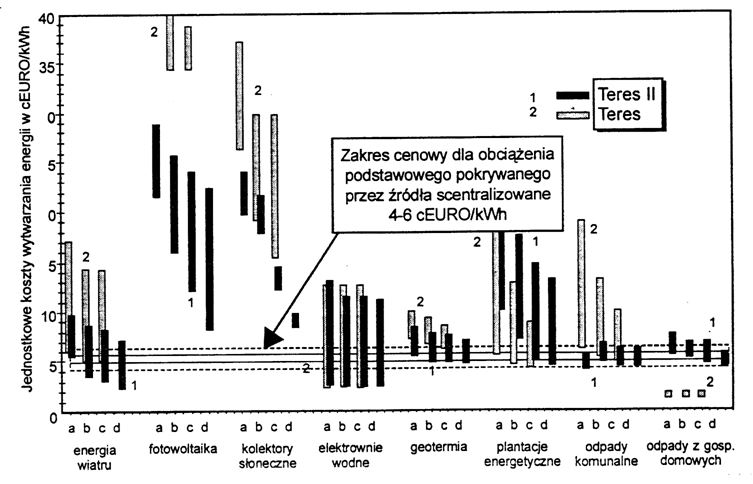
W kolejnym punkcie „Strategii rozwoju energetyki odnawialnej” [14] dokonano podziału technologii wykorzystujących odnawialne źródła energii pod względem kosztów produkcji energii. Duże elektrownie wiatrowe sieciowe (koszt wytwarzania energii elektrycznej 0,51 zł/kWh) zaliczono do grona „technologii, które produkują energię po kosztach wyższych od średnich krajowych cen, ale mogą być konkurencyjne w następujących warunkach: wykorzystanie dostępnych kredytów preferencyjnych i dotacji lub zlokalizowanie w rejonach o najwyższych cenach energii ze źródeł konwencjonalnych (spowodowanych wyższymi kosztami transportu, przesyłu i dystrybucji konwencjonalnych nośników energii na obszarach wiejskich i peryferyjnych oraz wyższymi kosztami dostarczenia energii do odbiorców rozproszonych).”. Małe sieciowe elektrownie wiatrowe oceniono jako technologie „nie konkurencyjne w porównaniu z najwyższymi w Polsce cenami energii uzyskiwanymi z instalacjami wykorzystującymi paliwa kopalne, nawet w przypadku uzyskania dotacji w wysokości 50% całkowitych nakładów inwestycyjnych” [14].
W „Strategii rozwoju energetyki odnawialnej” zawarto prognozę rozwoju energetyki odnawialnej w Polsce do 2010 roku, opartą na trzech scenariuszach (załącznik 2). Poniżej przedstawiono założenia tych scenariuszy:
„Scenariusz 7,5% – zakładający udział energii elektrycznej produkowanej ze źródeł odnawialnych na poziomie 7,5% całkowitej produkcji energii elektrycznej w Polsce w roku 2010. Przyjęty udział energii elektrycznej w tym scenariuszu odpowiada założeniom projektu rozporządzenia Ministra Gospodarki w sprawie zakupu energii elektrycznej i ciepła ze źródeł niekonwencjonalnych, w tym odnawialnych.
Scenariusz 9% – zakładający udział energii elektrycznej produkowanej ze źródeł odnawialnych na poziomie 9% całkowitej produkcji energii elektrycznej w Polsce w roku 2010, pośredni pomiędzy założeniami projektu rozporządzenia Ministra Gospodarki, a projektem dyrektywy (UE).
Scenariusz 12,5%, – zakładający udział energii elektrycznej produkowanej ze źródeł odnawialnych na poziomie 12,5% całkowitej produkcji energii elektrycznej w Polsce w roku 2010. Przyjęty udział energii elektrycznej jest zgodny z wymogami Unii Europejskiej zawartymi w projekcie dyrektywy z dnia 30 czerwca 2000 r. o promocji wykorzystania energii elektrycznej ze źródeł odnawialnych. W projekcie dyrektywy zakłada się obligatoryjny 12,5% udział energii elektrycznej ze źródeł odnawialnych w całkowitym bilansie produkcji energii elektrycznej UE w roku 2010.” [14]
Najbardziej realny, wg twórców „Strategii rozwoju energetyki odnawialnej” [14], jest wariant 7,5%. Koszty jego realizacji oszacowano na 14 508 mln zł, natomiast całkowity średnioroczny udział środków publicznych w powyższych kosztach wyniosłyby 228 mln zł/rok. Trochę kontrowersyjny wydaje się jednak być fakt, że kryterium doboru optymalnego wariantu rozwoju energetyki odnawialnej w Polsce była „minimalizacja dopłat do inwestycji oraz ulg podatkowych (…)”[14].
Z powodu całego szeregu wad „Strategii rozwoju energetyki wiatrowej” 15 maja 2001 roku Sejm Rzeczpospolitej Polskiej odrzucił rządowy dokument większością głosów. Jako główny powód podano fakt, że „dokument nie zawiera programu wykonawczego w różnych skalach czasowych. Pominięte zostały mechanizmy znajdujące się w gestii ministra finansów, jak zwolnienia z cła i podatku granicznego urządzeń do wykorzystywania odnawialnych źródeł energii, zwolnienia z podatku przedsiębiorców podejmujących w Polsce tego typu inwestycję” [2]. Wady „Strategii …” przytaczane przez KAPE dotyczyły braku programu działań na rzecz przezwyciężenia wymienionych w dokumencie barier utrudniających rozwój OŹE. „Przygotowany dokument nie spełnia wymogów stawianych strategiom rządowym.” – pisze Krajowa Agencja Poszanowania Energii – „Jest napisany w formie zbioru informacji i danych, czasem nieprawdziwych. Jego konstrukcja jest niezbyt jasna i spójna”[2].
Po wnikliwej analizie obecnego otoczenia politycznego i ekonomicznego energetyki odnawialnej, ja również oceniłam scenariusz 7,5%, jako najbardziej prawdopodobny. Istnieje bowiem szereg typowych dla nowych technologii i nowych kierunków rozwoju, barier hamujących wzrost rozwoju energetyki wiatrowej w Polsce.
Najbardziej uciążliwe dla rodzimych inwestorów są przeszkody natury ekonomiczno-finansowej. Wyjątkowo wysokie (w porównaniu do technologii konwencjonalnych) nakłady inwestycyjne w przypadku technologii OŹE, brak mechanizmów ekonomicznych i podatkowych w budżecie państwa i w jego polityce finansowej, które wspomagałyby ten sektor energetyki oraz brak sensownych strategii, programów i planów przyznawania środków z funduszy ekologicznych, zniechęcają inwestorów i utrudniają w miarę ciągły rozwój tego sektora energetyki.
Nie bez znaczenia są także zaniedbania natury prawnej, które dość skutecznie zniechęcają inwestorów niepotrzebnie zwiększając ryzyko inwestycji (brak uregulowań ustawowych) oraz podnosząc koszty inwestycyjne z powodu skomplikowanych procedur administracyjnych wymaganych przy lokalizowaniu inwestycji.
Warto wspomnieć również o kłopotach wynikających z konieczności konkurowania nowopowstającego sektora energetyki z wykształconą, wyposażoną w rozbudowaną infrastrukturę techniczną i organizacyjną energetyką konwencjonalną, zbudowaną z zaangażowaniem olbrzymich środków finansowych państwa. Do dnia dzisiejszego państwo dofinansowuje w sposób bezpośredni wydobycie paliw kopalnych i produkcję z nich energii., z tym, że obecnie czyni to w ograniczonym zakresie. Tej jawnej dyskryminacji towarzyszy również brak profesjonalnych organizacji zarządzających sektorem energetyki odnawialnej oraz niewielka współpraca krajowego przemysłu i instytucji z partnerami z zagranicy.
Najtragiczniejsza w skutkach okazać się jednak może bariera informacyjno-edukacyjna, wynikająca zarówno z braku wiedzy o rozmieszczeniu zasobów, procedurach postępowania przy lokalizacji inwestycji, dostępie do technologii i źródeł finansowania, jak i z braku znajomości problematyki wykorzystania OZE na wszystkich szczeblach administracji. Brak zrozumienia mechanizmów rządzących tym sektorem energetyki pociąga ona za sobą niebezpieczeństwo bagatelizowania jego roli w polityce energetycznej kraju.
W Polsce wiedzę na temat energetyki odnawialnej propaguje Krajowa Agencja Poszanowania Energii (KAPE), natomiast instytucjami wspierającymi ten rodzaj energetyki finansowo są: Narodowy Fundusz Ochrony Środowiska i Gospodarki Wodnej (NFOŚiGW), Bank Ochrony Środowiska i EkoFundusz. Niestety nie ma obecnie w naszym kraju żadnego, wydzielonego funduszu przeznaczonego wyłącznie na potrzeby rozwoju energetyki odnawialnej. Nie ma też odpowiednio przeszkolonej ekipy osób, która byłaby zdolna do opracować i wprowadzić w życie strategię rozwoju dla tego sektora. Wiedza społeczna na temat OŹE jest bardzo niska, istnieje więc potrzeba o wiele szerszej informacji, edukacji i promocji w tym zakresie.
Podsumowując otoczenie polityczne i ekonomiczne energetyki odnawialnej, w tym wiatrowej, można stwierdzić, że potencjalnie istnieje duża możliwość rozwoju energetyki wiatrowej w Polsce, a zależy ona przede wszystkim od ustalenia rzeczywistego kosztu energii ze źródeł konwencjonalnych, w tym jej ceny (zaprzestania dotowania paliw stałych, uwzględnienia tzw. kosztów unikniętych), odpowiedniego promowania energetyki niekonwencjonalnej ze względu na jej ekologiczny charakter i (dla wielu lokalnych rozwiązań) opłacalność ekonomiczną. Im cena energii będzie bliższa jej rzeczywistemu kosztowi, tym zainteresowanie wykorzystywaniem OŹE powinno wzrastać, zarówno ze strony potencjalnych konstruktorów i producentów urządzeń jak i ich przyszłych użytkowników.
Kolejnym czynnikiem, który mógłby spowodować wzrost zainteresowania rozwojem energetyki wiatrowej w Polsce, mogłyby być ułatwienia prawne oraz złagodzenie pewnych przepisów w zakresie energetyki odnawialnej. Niektóre, jak np. gwarancje zbytu i racjonalna cena zakupu wyprodukowanej energii oraz zwolnienie małych podmiotów gospodarczych funkcjonujących w tej dziedzinie z obowiązku ubiegania się o koncesję, już istnieją. Inne, jak np. zerowa stawka VAT na przy zakupie urządzeń do wytwarzania energii ze źródeł odnawialnych oraz wprowadzenie ulg inwestycyjnych i zwolnień w podatku dochodowym dla podatników rozpoczynających działalność gospodarczą w tym zakresie, pozostają ciągle do załatwienia.
Podejrzewam jednak, że mimo dosyć pesymistycznych prognoz rozwoju energetyki wiatrowej w naszym kraju, postęp w tej dziedzinie będzie nieunikniony, gdyż konieczność wykorzystywania energii odnawialnej (w tym – wiatru) do pozyskiwania energii elektrycznej będzie rosła, ze względu na dramatyczną konieczność ochrony środowiska naturalnego.
[14] Ministerstwo Środowiska: Strategia rozwoju energetyki odnawialnej, wrzesień 2000.
Jeśli potrzebujesz pomocy w napisaniu pracy z zakresu ochrony środowiska, to polecamy serwis pisanie prac - prace z ekologii i innych kierunków pisane na (prawie) każdy temat.